Základní vědomosti o svařování

Při svařování rozlišujeme v zásadě dvě metody. Tavná svařování (spojování bez vynaložení síly) a tlakové svařování spojů (spojování s vynaložením síly). Při tavném svařování se dva obrobky (většinou kovy stejného druhu) v místech spojů taví a pomocí přídavných materiálů nebo bez nich se spojují. K tomu potřebná energie se přivádí zvenčí. K nejpoužívanějším metodám tavného svařování patří mimo jiné svařování elektrickým obloukem a svařování v ochranné atmosféře plynu.
Při svařování musíte ovšem dodržovat pravidla ochrany zdraví při práci a využívat i určité zkušenosti! Již několik hodin pod vedením instruktora pro svařování ve vzdělávacím zařízení pro techniku pro svařování (kam se mohou přihlásit i laici) vám pomohou k získání potřebných dovedností. Právě při svařování je důležité, abyste nepřeceňovali vlastní schopnosti. Svařování nosných dílů, svařování ve sklonech a nad hlavou, to jsou úkoly určené pro vyškoleného profesionála!
Návod
1. Bezpečné pracoviště

Pozor! Horko, jiskření, ultrafialové záření a jasné elektrické oblouky při svařování mohou ohrožovat vaše zdraví! Proto musíte věnovat zvláštní pozornost ochraně zdraví při práci. Pro vaši vlastní bezpečnost noste pevný a pohodlný oděv, jakož i kožené rukavice. Osvědčily se i kožené zástěry, které navíc chrání oblast těla. Nevíte, zda zvolit ruční štít nebo svářecí přilbu? Ruční štít je sice levnější variantou, ale nevýhodou je, že se musí stále držet v ruce.
Svářečská přilba s průzorem z ochranného skla (stupeň ochrany DIN 9) vám oproti tomu umožňuje v každé situaci práci oběma rukama. Navíc, nosit pouze ochranné brýle nepostačí, neboť pokožka obličeje je i nadále vystavována účinkům ultrafialovému záření!
Nezapomeňte také na ochranu zraku pro přihlížející osoby!

Při svařování elektrickým obloukem udržujte z bezpečnostních důvodů celou pracovní oblast v suchu a upevněte pól kostry vždy spolehlivě k obrobku – ještě před tím, než zapnete svařovací agregát! Protože pro vytvoření potřebného elektrického oblouku je potřebná intenzita elektrického proudu přes 100 ampér. Neodborné upevnění nebo dokonce uvolnění je životu nebezpečné, protože svařovací proud si při pádu kleští hledá cestu v pracovním prostředí! Při svařování se kromě toho uvolňují zdraví škodlivé plyny, páry, kouř a prach. Svařujte proto pouze v dobře větrané a ohni odolné oblasti (jiskření)!

Pamatujte si: Při svařování elektrickým obloukem s elektrodou můžete bez problémů svařovat i venku. V ochranné plynné atmosféře to zpravidla není možné, protože vítr může plyn z místa svařování odfukovat.
2. Základy svařování elektrickým obloukem
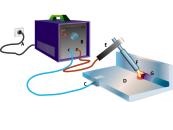
Při svařování elektrickým obloukem slouží elektroda jako anoda (kladný pól / +) a obrobek jako katoda (záporný pól / -). Pomocí svorky se jeden pól spojí s obnaženou částí obrobku a druhý pól s držákem elektrod, kterým se konec elektrody vede po místě sváru. Tím dochází ke zkratu a vzniká elektrický oblouk. Vázaná energie generuje elektrickým obloukem vysoké teploty, které obrobky přivádějí do stavu taveniny (roztavením základního materiálu a současným odtavováním elektrody). Po ochlazení jsou obrobky navzájem pevně spojeny.

Napětí proudu ze sítě (A) se v transformátoru (B) mění na svařovací proud o nízkém napětí, ale s vysokou intenzitou proudu. Jeden pól proudu se svorkou kostry (C) a obrobkem (D) přivádí k místu sváru (G), druhý pól se přivádí držákem elektrody (E) a elektrodou (F) také přivádí k místu sváru (G). Při svařování se kov ohřívá až do stavu taveniny.
3. Základní poznatky o svařovacích elektrodách

Pro svařování používané svařovací elektrody jsou kovové tyčky s obalem. Obal elektrody má následující úlohy: Při svařování vytváří plyny, které stabilizují elektrický oblouk, zabraňují oxidaci, zabraňují oxidaci sváru a působí proti tvorbě bublin. Kromě toho se vytváří struska, která snižuje povrchové pnutí materiálu, váže nečistoty a podporuje rovnoměrné chladnutí. Takzvané rutilové elektrody jsou nejpoužívanější a lze je poznat podle písmena R na obalu. Snadno se zapalují, rovnoměrně se odtavují a zjednodušují bezproblémové oklepávání strusky.
4. Základy svařování v ochranné atmosféře plynu

Další metodou je tavné svařování v ochranné atmosféře plynu (svařování MAG, svařování kovu pod aktivním plynem): Koncentrovaným viditelným elektrickým obloukem docílíte vysoký výkon při odtavování. Za druhé se používají plyny, které elektrický oblouk, místo spoje a svár chrání před okolním vzduchem – proto také svařování „v ochranné atmosféře plynu“. Jako plyn se používají směsi argonu a oxidu uhličitého (složení směsi podle materiálu a zadání pro svařování). Toto svařování je velmi všestranné a můžete tímto postupem spolehlivě a stabilně navzájem svařovat jak tenké plechy, přibližně od tloušťky 0,5 mm, tak i silný materiál, tyče a trubky.

Pro speciální svařovací agregát MAG potřebujete přípojku plynu a síťovou přípojku: Paket hadice přivádí plyn společně s drátovou elektrodou k hořáku. Tam se nasazená tryska stará o rovnoměrný průtok plynu (levý obrázek), přičemž množství plynu reguluje přímo u tlakového ventilu. Přívod plynu a připojení elektrod spustíte vypínačem na pistoli. Ve svařovacím agregátu poskytovaný proud se dostává do hořáku, stejně jako k elektrodě kostry. Proudem se nyní odtavuje po kapičkách a dostává se do místa sváru. Začínejte nejprve se středním nastavením přiváděného plynu a posuvu drátu.

Trvanlivé a kvalitní svarové spoje jsou závislé na nepřetržitém průtoku plynu, na svařovacím proudu a rychlosti posuvu drátové elektrody. Zjistěte si jednoduše správné nastavení několika zkušebními sváry. Aby se svařovací drát dobře přisouval, veďte paket hadice rovně a hořák držte mírně šikmo.
5. Základy pracovní techniky
Před začátkem práce zbavte obrobky důkladně rzi a nátěrů (barvy) a obruste je do čista. Následně přiložte svařované díly k sobě (je-li to nutné, fixujte je kleštinami nebo šroubovacími svěrkami) a připevněte kabel kostry k obnaženému místu obrobku. Nejprve zhotovte bodové sváry – tak můžete polohu dílů ještě případně zkorigovat a navíc bodovou fixací zabránit tomu, aby se materiál horkem elektrického oblouku protahoval. Poté co jste bodové sváry zbavili strusky, můžete je provařit.


Podél švu sváru vzniká struska (levý obrázek). Jestliže je šev sváru po odstranění strusky pouze mírně vyvýšený, zvolili jste optimální svařovací proud. Jestliže takový svár následně opracujete hrubovacím kotoučem, ukáže se lesklý kov.


Nachází-li se šev sváru pouze na povrchu obrobku, není spojení materiálů dostatečně pevné. Znamená to, že jste zvolili malou intenzitu svařovacího proudu (levý obrázek). Příliš vysoká intenzita svařovacího proudu způsobuje, že se z obrobku vytavilo příliš mnoho materiálu (pravý obrázek). Tenčí obrobky se mohou přitom dokonce propálit.


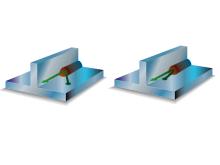
Při zážehu nedržte svařovací hlavici někde na obrobku, nýbrž vždy v oblasti pozdějšího svarového švu. Tak zabráníte trhlinám a vadám spojů a šev sváru bude rovnoměrnější (vlevo špatně, vpravo správně).
Předtím, než začnete pracovat na vlastním obrobku, nasbírejte zkušenosti na zbytcích materiálu a zkušebních kusech.
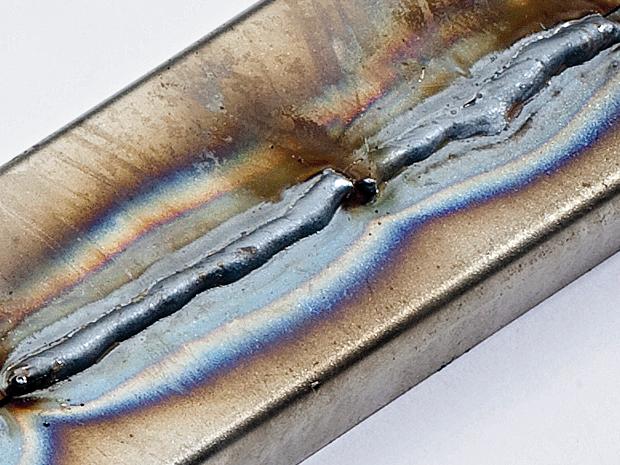
Při svařování v ochranné atmosféře plynu jsou trvanlivé svarové spoje výsledkem správného průtoku plynu, svařovacího proudu a rychlosti posuvu drátové elektrody. Směrné veličiny najdete v návodu k agregátu. Ale zda parametry souhlasí v jednotlivém případě (na obrázku jsou obrobky například téměř bez přechodů a pevně navzájem spojeny), můžete zjistit pouze podle vzhledu svarového spoje.

Tip
Péče o svařovací agregáty MAG
O paket hadice a hořák svařovacího agregátu byste měli v každém případě pečovat: Čisticím prostředkem na trysky pravidelně odstraňujte stříkance po svařování – v opačném případě stříkance budou bránit průtoku plynu, což způsobí zkrat. Nejlépe je před zahájením práce ošetřit oblast trysky postřikem z pistole. Kromě toho: Paket hadice nikdy nepřehýbejte, bráníte tím kontinuálnímu přívodu svařovacího drátu.


Nářadí a materiál
- Péče o svařovací agregáty MAG
- Bruska
- Čistič na trysky
- Drátěný kartáč
- Kladivo na oklepávání strusky
- Pól kostry
- Postřik v pistoli
- Pracovní oděv (ochranný štít nebo ochranná přilba s průzorem, kožená zástěra nebo pevný ochranný oděv, kožené rukavice, pevná obuv)
- Svařovací agregát MAG včetně tlakové láhve s argonem nebo oxidem uhličitým (ochranný plyn)
- Svařovací elektrody nebo svařovací drát
- Svařovací transformátor nebo invertor
- Svěrák / pracovní stůl
- Svěrná kleština
- Úhlová bruska s řeznými a hrubovacími kotouči
Galerie

Ať už se jedná o rohové nebo ploché spoje, po očištění a obroušení na holý kov se obrobky nejprve spojí pouze bodovými sváry.

Po fixaci bodovými sváry můžete obrobky případně ustavit – a teprve pak provařit.

Po hrubém a jemném dokončovacím opracování („hrubování“ a „obrobení načisto“) není v materiálu viditelný téměř žádný přechod.
Při této zkoušce svařovacím agregátem MAG je šev sváru příliš vysoko tvarovaný a málo stabilní: Intenzita proudu byla příliš nízká.
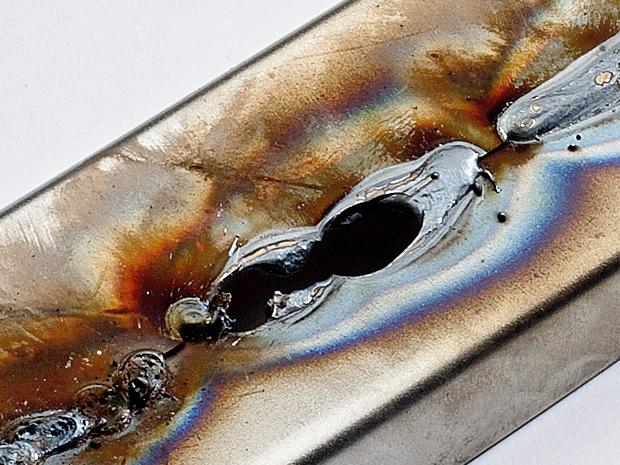
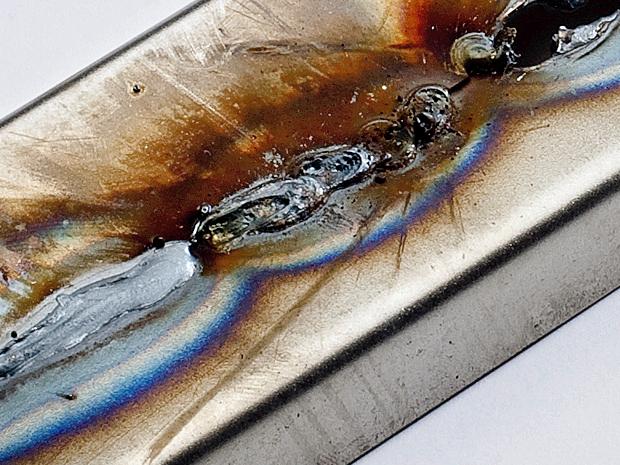
Je-li intenzita proudu svařovacího agregátu oproti tomu nastavena příliš vysoko, jsou rozpoznatelné stopy opalu nebo je materiál dokonce propálený.
Při nerovnoměrném svarovém švu, stopách opalu a silných stříkancích byl přívod plynu u svařovacího agregátu MAG nastaven na příliš málo.

I posuv drátu se musí u svařovacího agregátu MAG přesně nastavit: Zde byl posuv příliš malý a objevují se stopy kouře.

I příliš velký posuv drátu poskytuje špatné výsledky svařování: Na materiálu jsou silné stopy po opalu a stříkance místo vzhledného svarového švu.